- Summary
- Why “zero accidents” isn't a utopia
- Heinrich's Pyramid: Seeing Risks Where You Weren't Looking
- The S-Matrix: Where to Intervene Sooner
- The 7 Steps of Pillar Safety: From Reactive to Proactive
- Reactive Phase: How to manage incidents in Steps 1 and 2
- Lean Safety in Practice: From an Accident to a Plant Standard
- Preventive Phase: Preventing Injuries with Steps 3 and 4
- Proactive Phase: anticipating workplace risks with Steps 5, 6, and 7
- 5S and Work Standards: The Concrete Foundations of Production Safety
- SMAT: How the Gemba Walk Works for Injury Prevention
- “Which of your duties is the most dangerous and what are the main risks involved?” “Where do you find the rules and procedures for your job?” “To whom do you report new risks that arise?” “When was the last time you discussed safety?”
- The Safety Captain: When Leadership is Born on the Front Lines
- Leadership and Workplace Safety: A Commitment That Shows on the Shop Floor
- How to Measure Workplace Safety: The KPIs That Really Matter
- How to implement Lean Safety in your company: the LWC® path
- Zero incidents is Level 5. Where is your facility today?
- The first concrete step is to understand where you are.
- Frequently Asked Questions about Lean Safety
- What is Lean Safety and how does it differ from traditional safety?
- Is zero incidents truly achievable in a manufacturing company?
- What are the first concrete steps to implement Lean Safety in a company?
- What is the Heinrich Pyramid and why is it useful for production safety?
- How long does it take to transition from a reactive to a proactive approach?
- What is SMAT and how is it used in injury prevention?
- What is the role of the Safety Captain in the Lean model?
Summary
In Italy in 2023, over 585,000 workplace accidents were recorded. The most common company response—more training, more signs, more procedures—isn't working. This article explains why the Lean approach radically changes the logic: from managing accidents after they happen to preventing them before they happen.
Starting from the real data of Heinrich's Pyramid, we'll see how to build a Improvement Route Map based on concrete evidence, not perceptions. It explores the 7 Steps of Pillar Safety LWC® (from the reactive to the proactive level) with practical tools such as SMAT (The Gemba Walk for safety), the S-Card, the Visual Management and the figure of Head of Security. All this is accompanied by a real-world example from a Bonfiglioli Consulting project in the manufacturing sector.
The goal is singular: to understand how to concretely bring a factory towards zero incidents — not as an abstract ethical principle, but as a measurable goal, step by step.
Workplace safety is regulated by specific laws and monitored by competent bodies — yet in Italy, according to data INAIL (2023 Annual Report), in 2023 over 585,000 accident reports were registered, with 1,041 fatalities. The most common response from companies? More mandatory courses, more signs, more procedures to sign. Yet accidents continue. The problem isn't the quantity of rules: it's that action is always taken afterward.
Lean Thinking is a powerful ally in ensuring worker safety. We were the pioneers of Lean Thinking in Italy, and building on this deep knowledge, we developed a proprietary methodology., Lean World Class®: a concrete operational guide toward operational excellence, thanks to a modular structure articulated on Technical pillars for the implementation of tools and methods and Managerial pillars for defining action plans and assigning roles and responsibilities.
Each Pillar is composed of 7 Steps to bring the company from a Reactive state (Reacts when a problem arises) to a Prior Warning (experiences are used to prevent the recurrence of past problems, including similar problems under different conditions), and finally to achieve a state Proactive Corrective actions are taken to prevent the possibility of a specific problem from occurring.
The Lean Safety Pillar it is one of the pillars of Lean World Class® and aims at the total elimination of all conditions that can lead to accidents or workplace injuries, encouraging prevention through:
- The development of a safety culture and the necessary specific professional skills
- The implementation of all necessary security tools and measures
This objective is achieved in two phases:
- Eliminate conditions that could cause injuries and accidents
- Establish rules and methodologies for securing company assets
The implementation of the Lean Safety Pillar always starts with an initiative from Company Management through the analysis of incidents and their causes, and evolves with the subsequent implementation of countermeasures, with the goal of implementing a structured management system that aims to eliminate the conditions and behaviors that generate incidents before they happen.
In Lean World Class®, the methodology of Bonfiglioli Consulting For Operational Excellence, safety is the first technical pillar to be implemented, with the explicit priority of “Safety first.” Not out of abstract ethical choice, but because without a safe working environment, there is no sustainable continuous improvement. This article outlines tools and approaches for effectively building a ZERO-ACCIDENT factory: from daily work standards to the manager’s gemba walk, all the way to leadership that embodies safety every day on the shop floor — not just on paper.
Why “zero accidents” isn't a utopia
The first question many managers ask themselves is: is it really possible to get to zero?
Il Lean World Class® responds clearly: zero accidents is not a generic ethical principle, but a measurable objective with precise criteria. The method assesses security maturity on a scale of 0 to 5—from a purely reactive approach to a fully autonomous proactive system. Those who reach the highest level demonstrate, with data, the absence of injuries with work absence in the last three years and a safety management system that operates without constant management oversight. It is a long but defined path: each level has clear and verifiable deliverables before progressing to the next.
The starting point is cultural, even before it's technical. The Pillar Safety LWC® identifies three reasons why safety must be an absolute priority:
- Moral reasonsevery injury could have been avoided
- Legal reasonsRegulatory compliance is the minimum plan, not the finish line
- Economic reasonsAn injury doesn't just cost a day of absence. It costs production downtime, a replacement worker, INAIL paperwork, the internal investigation, and a drop in team morale. These costs exist, but in traditional balance sheets, they get lost in general line items—and what you can't see, you can't manage.
Transformation begins when an organization stops managing incidents after they happen and starts preventing them beforehand. It's not an immediate leap: it's a seven-step journey, with precise milestones and verifiable results.
Heinrich's Pyramid: Seeing Risks Where You Weren't Looking
How many times have you heard... “Luckily, nothing serious happened.” That “fortunately” is a sign that safety is being managed backward—acting after the accident instead of before.
The Heinrich's Pyramid is the tool that the Pillar Safety LWC® uses to overturn this logic. The model was developed by Herbert William Heinrich in 1931, in the work Industrial Accident Prevention: A Scientific Approach, based on the analysis of over 75,000 documented accidents. The pyramid shows that every serious injury has behind it dozens of minor accidents, hundreds of near misses—situations where something serious almost happened—and thousands of unsafe acts or conditions that no one has yet noticed. The iceberg principle: what appears on the surface is only the tip of a much larger mass, invisible unless you learn to look down.
To do this, the method introduces a precise classification of events:
- Lost Time Accident: incident with absence from work, classified as fatal, serious, or general
- First Aiddressing after which the worker returns to their station — often overlooked, but rich with information on real risks
- Near Missevent that did not cause injury but had the potential to do so — the most valuable signal because it comes before the damage
- Unsafe Conditionunsafe physical conditions, normally beyond the direct control of the worker (e.g., inadequate lighting, missing guards)
- Unsafe Act (UA)behavior that increases the probability of injury, violates rules, or is contrary to common sense
A key fact, documented in the Safety Pillar LWC®: The strongest correlation with injuries does not concern physical conditions, but unsafe acts. This shifts the focus from the physical environment alone to people's behavior — and radically changes how an effective security strategy should be designed.
The S-Matrix: Where to Intervene Sooner
Building the pyramid is the first act. The second is understand where to focus efforts. The S-Matrix allows for the stratification of all events by lesion site, severity, triggering cause, and event area. By applying the ABC—AA classification (very high risk, A (high), B (medium), C (low))—the model area from which to start is identified, building a Improvement Route Map based on data, not perceptions or political priorities.
The 7 Steps of Pillar Safety: From Reactive to Proactive
The LWC® security maturity path is structured into Seven progressive steps, divided into three phases. Each step has defined deliverables: Progress is not made to the next stage until the previous one has demonstrated verifiable results.
Reactive Phase: How to manage incidents in Steps 1 and 2
The company manages security after the incident has occurred. It's not a failure; it's the necessary starting point to build knowledge and initial standards.
Step 1 – Incident Analysis
Each injury is analyzed using the model SEO (Safety Early Warning Order), which guides the Root Cause Analysis using the PDCA cycle. The questions follow the 5 Whys: what happened, where, when, how, and - most importantly - why did it happen? Corrective actions are implemented and monitored over time: if the same root cause does not result in any new incidents for at least three months, the corrective action is considered effective.
Step 2 — Horizontal Extension
The knowledge acquired does not remain in the area where the incident occurred. It is systematically extended to all areas with the same risk potential.
A lesson learned is worth zero if it remains localized.
Lean Safety in Practice: From an Accident to a Plant Standard
Here is a real-life example from a Bonfiglioli Consulting project in the manufacturing sector.
During production activities, an operator was applying adhesive to a component. The tool slipped, the operator bumped the workbench, and cut their hand. This resulted in a treated injury—not severe, but real and documented.
The Lean response didn't stop at the dressing and a verbal reminder. The team applied Root Cause Analysis with the S-EWO model:
- Root cause identifiedInadequate equipment — the workstation did not provide a secure support point during pressing (UC — Unsafe Condition)
- CountermeasureIntroduction of a plastic guard on the workstation
- Horizontal extensionthe countermeasure was replicated in 6 workstations with the same risk potential throughout the facility
The month after the surgery: zero incidents of the same type. The third month: still zero. Every incident is information to be transformed into a standard, to be applied wherever the same risk exists — not for bureaucracy, but because that person who got hurt has already paid the learning price, and there's no point in others paying it too.
Preventive Phase: Preventing Injuries with Steps 3 and 4
The company starts to act First so that the accident occurs, based on accumulated experience and systematic risk analysis.
Step 3 — Safety Standards
Operational standards are defined as: risk analysis, ergonomic maps, work instructions, OPL (One Point Lesson), and SOP (Standard Operating Procedure), procedures Lock-out/Tag-out for dangerous machinery. In support of these standards, the S-CardStandardized inspection sheets that guide each operator in the systematic observation of their workstation, making daily safety checks a structured habit, not an impromptu control.
Standards are not meant to “cover the company” legally: they are meant to make safe behavior the easiest and most natural way for every operator. They are made visible on the shop floor, not archived on a network folder.
Step 4 — SMAT and Security Captain
This is where the gemba as a systematic practice. The SMAT (Safety Management Audit Training) audit brings managers directly to the shop floor for 30-45 minutes with a precise objective: to observe real behaviors and talk to people. Not to sanction, but to understand, to gather suggestions, to reinforce the culture. In parallel, the figure of the Safety Captain is created: a line operator who becomes a point of reference for colleagues (we will discuss this in more detail later).
Proactive Phase: anticipating workplace risks with Steps 5, 6, and 7
The organization no longer waits for problems to appear; it systematically anticipates them.
Step 5 — Operator Autonomy
Operators autonomously perform security audits with S-Card — no longer guided by the manager or specialist, but with full autonomy — report Near miss and unsafe condition, suggest improvements without waiting for someone else to notice them. Safety is no longer the sole responsibility of the RSPP: it is distributed throughout the entire organization.
Step 6–7 — Fully implemented management system
Standard safety autonomies, general inspection at all levels, continuous reassessment of the control system. The goal is certification ISO 45001:2018 — the international standard for Management Systems for Health and Workplace Safety, which replaced the previous OHSAS 18001—and the LWC® Level 5 audit: no lost-time incidents in the last three years, a consolidated proactive approach, and a safety culture internalized at every level.
5S and Work Standards: The Concrete Foundations of Production Safety
Workplace safety starts with the workspace, which must be:
Clean
Ergonomics
Ordered
Inspectable
• Safe
The implementation of 5S methodology enables the promotion of daily activities to a safe workplace.
The first three S— Sort (remove the unnecessary), Stabilize A place for everything, Shine (keep clean) — are explicitly defined as “the fundamentals of incident zeroing.” Order and cleanliness are not aesthetic: they eliminate spills, clear pathways, and make anomalies visible before they become hazards.
The Visual Management it is the natural extension of 5S in terms of safety:
- PPE signage posted at each workstation, at eye level — not on the bulletin board in the manager's office
- Green cross with the accident-free days counter: a motivational indicator that the entire factory sees every day
- Security archives in visual management, updated and accessible directly on the shop floor.
- The Shift Board — the visual board updated at every shift change showing safety, quality, and production status — puts safety as the first dimension, before quality, before costs. The Team Leader updates it every shift, in front of the whole team.
This last detail is no coincidence. Putting safety at the top of the current board is an act of daily leadership: it tells every operator, with data and not with words, what truly matters in this factory.
SMAT: How the Gemba Walk Works for Injury Prevention
The Safety Management Audit Training it is the practice that transforms the Gemba Walk — the Toyota principle of “go and see” — into a systematic prevention tool.
The SMAT is an audit conducted by managers directly on the shop floor, structured in two distinct phases:
- Observationthe manager observes the operators during normal operations, identifying unsafe acts (UA) and unsafe conditions (UC) without interrupting the workflow
- InterviewThe manager stops with one or more operators and asks predefined questions, truly listening to the answers.
The SMAT questions reveal the underlying philosophy:
“Which of your duties is the most dangerous, and what are the main risks?”
“Where do you find the rules and procedures for your job?”
“Who does he report new risks to?”
“When did he last talk about security?”
These questions don't seek compliance: they seek Awareness. And awareness is the precursor to safe behavior—it comes before the rule, before the sign, before the penalty.
The system provides for four progressive levels of audit autonomy:
- The specialists define the reference checklist and conduct the first assessment
- I manager periodically conduct system checks through structured audits
- I designated workers they regularly perform the checklist in their areas
- The operators apply the checklist autonomously at their workstation
The finish line is that everyone becomes the guardian of their own safety — not because she's obligated, but because she understands why it matters.
The Safety Captain: When Leadership is Born on the Front Lines
One of the most original and powerful elements of the LWC® Safety Pillar is the role of the Security Captain.
He's not an appointee from on high. He doesn't have an office or a different badge. He's a Line operator chosen from among colleagues, with a precise mission defined by the LWC® method: “to be an example and to support the spread of a safety culture among workers.”.
Specifically, the Security Captain:
- Encourage proper behaviors and champion good daily practices
- Respect and apply the rules, acting as a natural point of reference for colleagues
- Gathers and promotes safety improvement ideas from the ground up
- Raise awareness among colleagues about the risks you identified directly in the field
This figure resolves one of the most frequent problems in corporate security initiatives: the perception that “security is management's job.” When an operator — one of them — champions the culture, the message carries a different kind of credibility. Security ceases to be an externally imposed rule and becomes a group social normsomething you do because it makes sense, not because someone is watching.
This is Step 4 of the journey: the initiative moves from being solely Management's (Steps 1-2) to Become Individual Initiative (Steps 4–5) and finally Team Initiative (Steps 6–7). This is the most concrete measure of the maturity level achieved.
Leadership and Workplace Safety: A Commitment That Shows on the Shop Floor
Lean World Class® is explicit on one point: Management commitment isn't declared in the meeting room; it's demonstrated on the gemba.
The LWC® Managerial Pillar assessment measures precisely this. At the lowest level, the majority of people think zero accidents is unattainable. At the highest level, the entire organization has internalized the goal and acts proactively to maintain it — without anyone having to remind them.
Management's expected behaviors are not statements of principle
- Security policy distribution in a clear, non-bureaucratic way—so that they actually get online
- Commitment to continuous improvement compared to current regulations, not just minimum compliance
- Focus on Prevention as a strategic choice, not as a response to incidents
- Supplier and contractor engagement Following the same security logic: the risk doesn't stop at the factory gate.
A concrete example: when a serious and immediate danger to people emerges, The signal goes directly to the production manager. — without going through intermediate levels, without waiting for the weekly meeting. In Lean World Class®, safety always takes precedence over the production flow, not the other way around.
How to Measure Workplace Safety: The KPIs That Really Matter
You can't improve what you don't measure. The Pillar Safety LWC® defines a precise set of quantitative indicators:
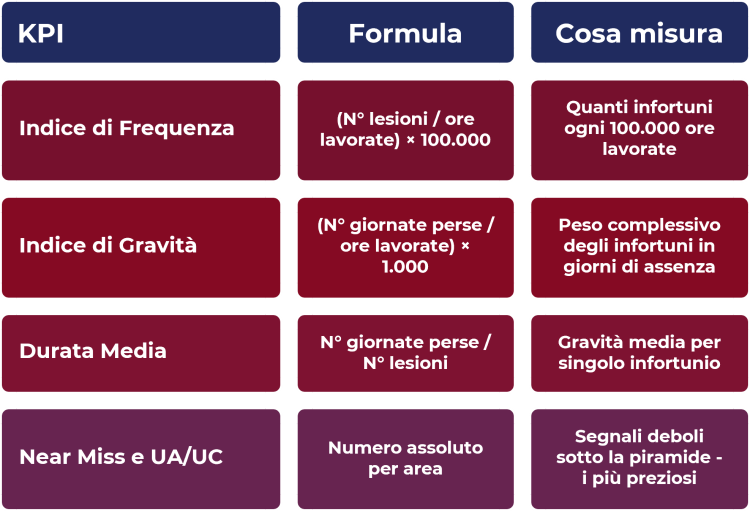
The visual objective on the shop floor is Green cross with the number of consecutive days without incidents. It is not a metric for management reporting: It is an indicator of culture, visible to everyone, every day. When that number grows, the whole factory sees it — and protects it.
An important methodological indication: in the initial phases, a increase the number of reported near misses and UA/UC incidents it's actually a positive sign, non-negative. It means that people have learned to see and report—and that the system is working. The World Class level is recognized by this: the number of reports increases, while injuries plummet.
How to implement Lean Safety in your company: the LWC® path
Translating these principles into concrete actions requires a method. The standard path of Pillar Safety LWC® involves:
- Initial Assessment (Step 0): Construction of the Heinrich Pyramid with real plant data, S-Matrix to identify the most critical area (ABC classification), KPI definition, and Route Map
- Model Areaapplication of the 7 steps on a pilot area chosen for criticality and representativeness, with qualified resources and measurable objectives
- Ehorizontal expansionprogressive extension to all areas AA, A, B, C of the plant — bringing effective countermeasures wherever the same risk exists
- Audit LWC®Objective verification of the achieved level, with a score from 0 to 5 for each pillar, certifying the real progress of the system
The typical duration to go from Level 1 to Level 3 (estimated, with plant-wide expansion) is 12–18 months. It's not fast — but it is sustainable, because it builds internal skills that remain, not dependence on external consulting.
Zero incidents is Level 5. Where is your facility today?
The path to zero incidents in Lean World Class® is measurable: each step has defined deliverables, and each level has a verifiable score. It's not about declaring commitment; it's about demonstrating maturity, step by step.
Most Italian manufacturing companies today are between level 1 and level 2: they manage accidents after they happen, implement some countermeasures, but without a system that can be sustained over time. The leap to level 3-4—preventive, with expansion to the entire plant—requires method, not just goodwill.
The first concrete step is to understand where you are.
With a Pillar Safety LWC® assessment at your plant, we will build your Heinrich Pyramid together, identify critical areas with the S-Matrix, and define the top 3 priority actions.
Frequently Asked Questions about Lean Safety
What is Lean Safety and how does it differ from traditional safety?
Lean Safety is an approach to workplace safety that integrates Lean Thinking principles into the management and prevention of injuries. Unlike traditional safety – which primarily intervenes after an incident has occurred – Lean Safety acts beforehand, systematically eliminating conditions and behaviors that could generate risk. The goal is not minimum regulatory compliance, but the total elimination of accidents through a structured and measurable system.
Is zero incidents truly achievable in a manufacturing company?
Yes, provided a structured and measurable path is followed. In Lean World Class®, zero incidents is not a slogan but level 5 maturity of the Safety Pillar: no injuries with time off work for the last three years, an autonomous management system, and a safety culture internalized at every level of the organization. It is a long-term goal – typically 3-5 years – but each intermediate step produces concrete and verifiable results.
What are the first concrete steps to implement Lean Safety in a company?
The starting point is always an initial assessment: constructing Heinrich's Pyramid with the plant's actual data, analyzing with the S-Matrix to identify the most critical areas, defining KPIs and the Route Map. From there, we work on a model area applying the first steps of the Pillar Safety LWC® – incident analysis, Root Cause Analysis, initial countermeasures – before expanding the method to the entire plant.
What is the Heinrich Pyramid and why is it useful for production safety?
Heinrich's Pyramid is a model developed by Herbert William Heinrich in 1931 based on over 75,000 analyzed accidents. It shows that every serious injury is preceded by dozens of minor accidents, hundreds of near misses, and thousands of unsafe acts or conditions. In production, it is a fundamental tool because it shifts the focus from managing accidents that have already occurred to preventing weak signals—near misses and unsafe conditions—that always precede a serious accident.
How long does it take to transition from a reactive to a proactive approach?
In the Lean World Class® journey, moving from Level 1 (Reactive) to Level 3 (Preventive, with plant-wide expansion) typically takes 12-18 months. The timeline varies based on plant size, initial company culture, and dedicated resources. The fundamental condition is that each step is completed with verifiable results before moving on to the next: this is what makes the improvement sustainable over time.
What is SMAT and how is it used in injury prevention?
SMAT (Safety Management Audit Training) is a structured audit that managers conduct directly on the shop floor, divided into two phases: observation of real operator behaviors and an interview with predefined questions about risk perception. It is not a punitive inspection but a tool for listening and developing a safety culture. The ultimate goal is for each operator to become an autonomous auditor of their own workstation.
What is the role of the Safety Captain in the Lean model?
The Safety Captain is a frontline operator, not a top-down appointed manager, who serves as the cultural point of contact for colleagues on safety matters. They gather improvement ideas from the ground up, encourage correct behaviors, and raise team awareness of risks identified directly in the field. They are a key figure because they transform safety from an externally imposed rule into a group social norm: something done because it makes sense, not just because someone is watching.
________________________________________
Sources
• INAIL, Annual Report 2023 — Data on Workplace Accidents, Rome, 2024. Available at: www.inail.it
• Herbert W. Heinrich, Industrial Accident Prevention: A Scientific Approach, McGraw-Hill, New York, 1931
ISO 45001:2018 — Occupational health and safety management systems – Requirements with guidance for use (replaced OHSAS 18001:2007 with the transition period ending September 30, 2021)